


How to Save Energy of Air Compressor in Foundry
2024-07-13


How to Save Energy of Air Compressor is a widely used power medium in foundry production, with good adjustability, safety, convenient transportation, and other advantages. Especially in the sand casting process, in the Melting Department, Modeling Department, Sand Treatment Department, Core Department, and Cleanup Department, which need to use compressed air. It is mainly used for furnace construction, molding, core making, new sand sending, powder sending, dust removal, pneumatic tools, pneumatic components, etc. Each qualified casting consumes about 580m³, and each casting production line needs to invest in about 2-3 sets of 160kw air compressors.
Compressed air system leakage caused by energy waste occurs mostly in factories, the leakage reached 20% to 35%, mainly in the compressed air pipeline, the valve of the air equipment, joints, triple joints, etc., the place where the leakage occurs, the leakage of compressed air system leakage caused by energy waste. In order to ensure the use of pressure at the point of use, we need to increase the outlet pressure of the compressor, at this time the system pressure increases by 1 bar, it is necessary to increase the compressor power by 6%, and the system pressure increases by 0.3 bar, the pressure will increase the leakage by 4%, the leakage and the system pressure is directly proportional to each other.
A workshop in the production process found compressed air with the pressure of the point of insufficient, frequent maintenance of equipment, etc., after inspection we found that the compressed air system leaks in many places, in order to avoid a continuous waste of energy, the workshop launched an energy-saving renovation work, after the transformation of the compressed air system, the energy-saving effect is remarkable.
1. How to select pipes of air compressor station
There are three main contaminants in compressed air: solid particles, water and oil. They interact with each other (e.g. solid particles cause water and oil droplets to aggregate into larger particles, and oil and water form emulsions) and they sometimes settle and condense in the piping of the compressed air system (e.g. oil vapors or water vapors). Compressed air piping system should be based on the output of compressed air quality level of air compressor station to choose the appropriate or higher level of piping, otherwise it will lead to piping system corrosion, leakage, etc., further affecting the point of use of compressed air quality, resulting in increased product scrap, air equipment failure, etc., compressed air leakage will directly lead to an increase in production costs.
Selection of compressed air piping should meet the requirements of the air point of compressed air flow, pressure and purification level, if there are carbon steel pipe, hot-dip galvanized steel pipe, stainless steel pipe and copper pipe, it is necessary to select the appropriate material piping and accessory materials according to the level of solid particles and humidity level in compressed air.
Carbon steel pipes may be used for piping in compressed air where the solid particle level or humidity level is not higher than class 5. Hot-dip galvanized steel pipe or stainless steel pipe can be used for drying and purifying compressed air piping in which the solid particle level or humidity level in compressed air is higher than 5 and not higher than 3. Stainless steel or copper pipes should be used for dry and purified compressed air piping where the solid particle level or humidity level in compressed air is higher than Class 3.
In the foundry, we mostly choose the hot-dip galvanized steel pipe which is more economical. Hot-dip galvanized steel pipe is first acid-washed, then cleaned, and then hot-dip plated, so that the molten metal reacts with the iron substrate and produces an alloy layer, which makes the steel pipe corrosion-resistant. In practice, as a piping system for compressed air transmission, hot-dip galvanized steel pipe will rust after a long time of use.
In recent years, aluminum alloy pipes have been continuously accepted by enterprises and applied more and more. After anodizing treatment, the inner wall of aluminum alloy pipe forms a dense protective layer of aluminum trioxide, which gives the pipe excellent resistance to alkali and acid corrosion, and the inner wall of the pipe is smooth, which helps to reduce the friction coefficient of gas transportation and reduce the pressure drop, the outer wall of the pipe adopts special material dry powder coating, which makes the inside and outside of the pipe not to be corroded, and it has strong resistance to acid and alkali; Aluminum alloy pipe is easy to be installed, and the pipeline and joints can be installed immediately and assembled quickly without additional treatment; Secondly, the price of aluminum alloy pipe is higher than that of hot-dip galvanized steel pipe, and lower than that of the stainless steel pipe, which is similar in characteristics to it.
To sum up, although hot-dip galvanized steel pipe is more economical, there exists the risk of rust, and the installation cycle is relatively long; aluminum alloy pipe has strong corrosion resistance, small pressure drop, moderate price, convenient installation, short construction cycle, and the choice of aluminum alloy pipe for the transformation of the old workshop has a small impact on the production, so the project transformation ultimately choose the alloy pipe after anodic oxidation treatment.
2. Status before the renovation
Workshop compressed air system before the renovation used ordinary steel pipe, after removing the pipe used for only two years we found that the inner wall of the pipe is seriously corroded, there are a lot of rust residue, there are a large number of condensate and rust residue mixture at the end of the main pipeline of the air compressor station, the demolition of the pipeline is shown in Figures 1 to 6.
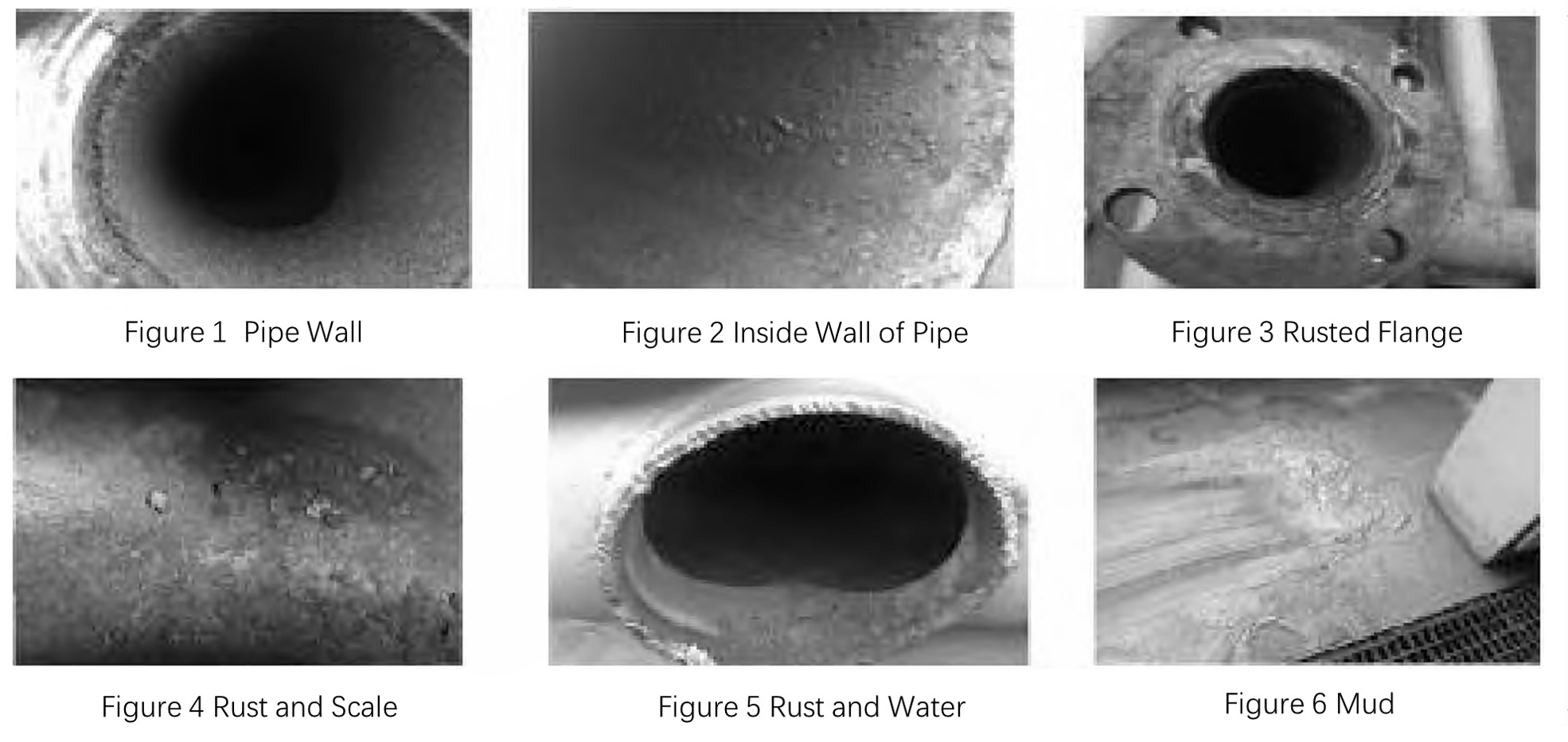
It can be seen from the picture that the inner and outer layers of the seamless steel pipe have been corroded, the pipeline contains a large amount of water, impurities, oil, causing corrosion of the seamless steel pipe, especially in the welded parts and breakage, the corrosion will be more serious.
The increased roughness of the inner wall of the corroded steel pipe will cause the pressure loss of the pipe to increase, while rust will cause the inner diameter of the pipe to shrink and the pressure drop to increase, and this pressure drop will become bigger and bigger with the use of time: the leakage of the corroded steel pipe will also increase, so we need to increase the system pressure to overcome the pressure drop caused by the leakage, thus increasing the energy consumption. Energy consumption due to leakage at 6 bar is shown in Table 1.
| Table 1 Energy Consumption for Leakage at 6bar Pressure | ||||
| Serial Number | Project Name | Loss of Gas (m³/min) | Energy Consumption (W) | Cost (CNY/year) |
| 1 | 0.5mm Vulnerability | 0.015 | 75 | 360 |
| 2 | 1mm Vulnerability | 0.06 | 300 | 1440 |
| 3 | 3mm Vulnerability | 0.6 | 3000 | 14400 |
| 4 | 5mm Vulnerability | 1.6 | 8300 | 49800 |
Rusted steel pipes can contaminate compressed air, which is already contaminated by the time it reaches the end-user, even if it has undergone strict filtration at the air compressor station and has been transmitted through the piping system. Compressed air containing impurities, oil and water will inevitably lead to equipment faults, and even affect product quality. Even if measures such as pneumatic triplexes are used at the air terminal, rust is very easily adsorbed on the filter media due to the fact that it is a solid impurity, resulting in a short service life of the filter media.
3. Energy-saving Retrofits: Energy of Air Compressor
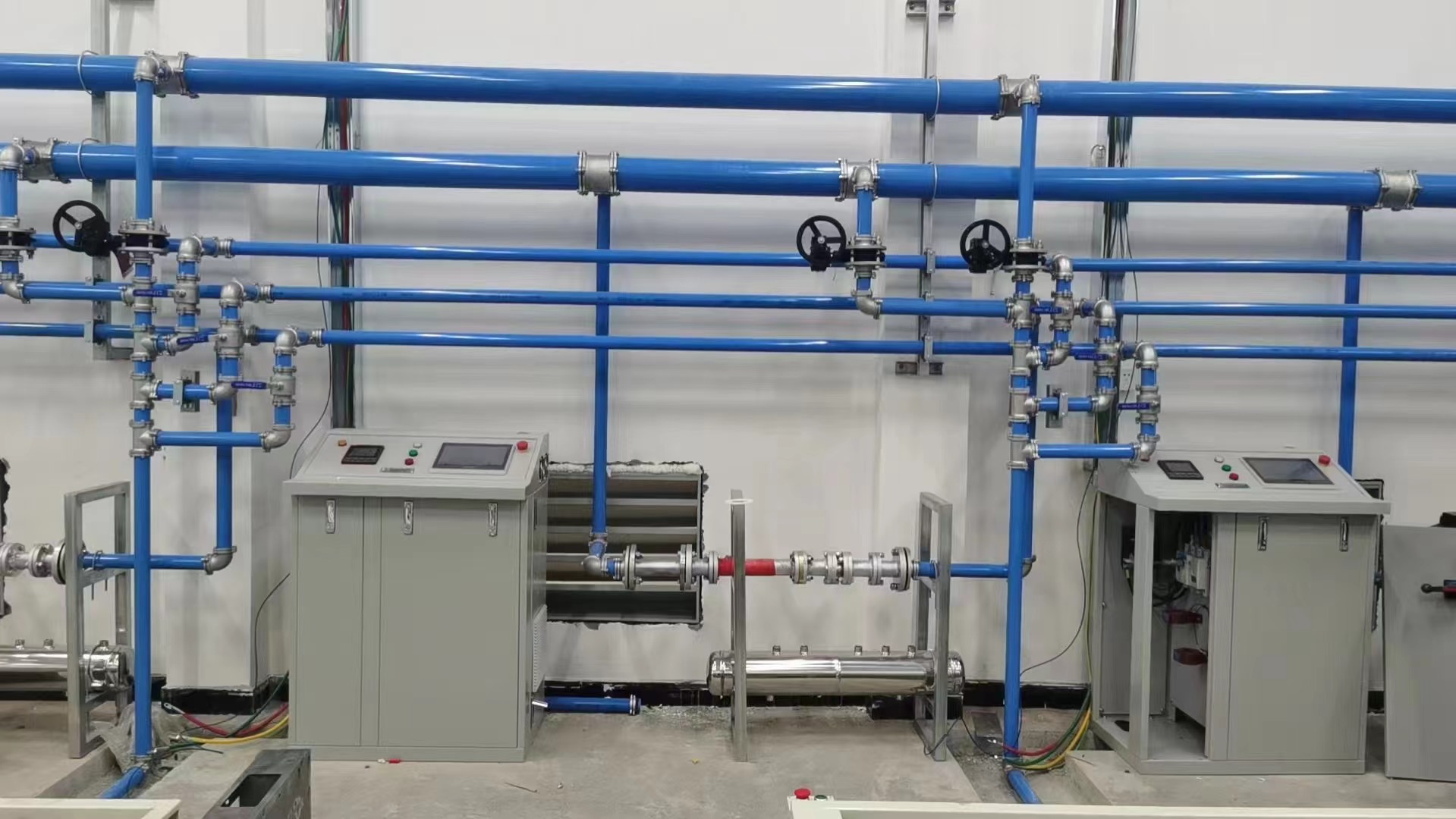
There are 4 sets of 160kW air compressors in a workshop air compressor station. Upgrade the whole piping system of the workshop and air compressor station and remove all the original piping and install aluminum alloy piping .
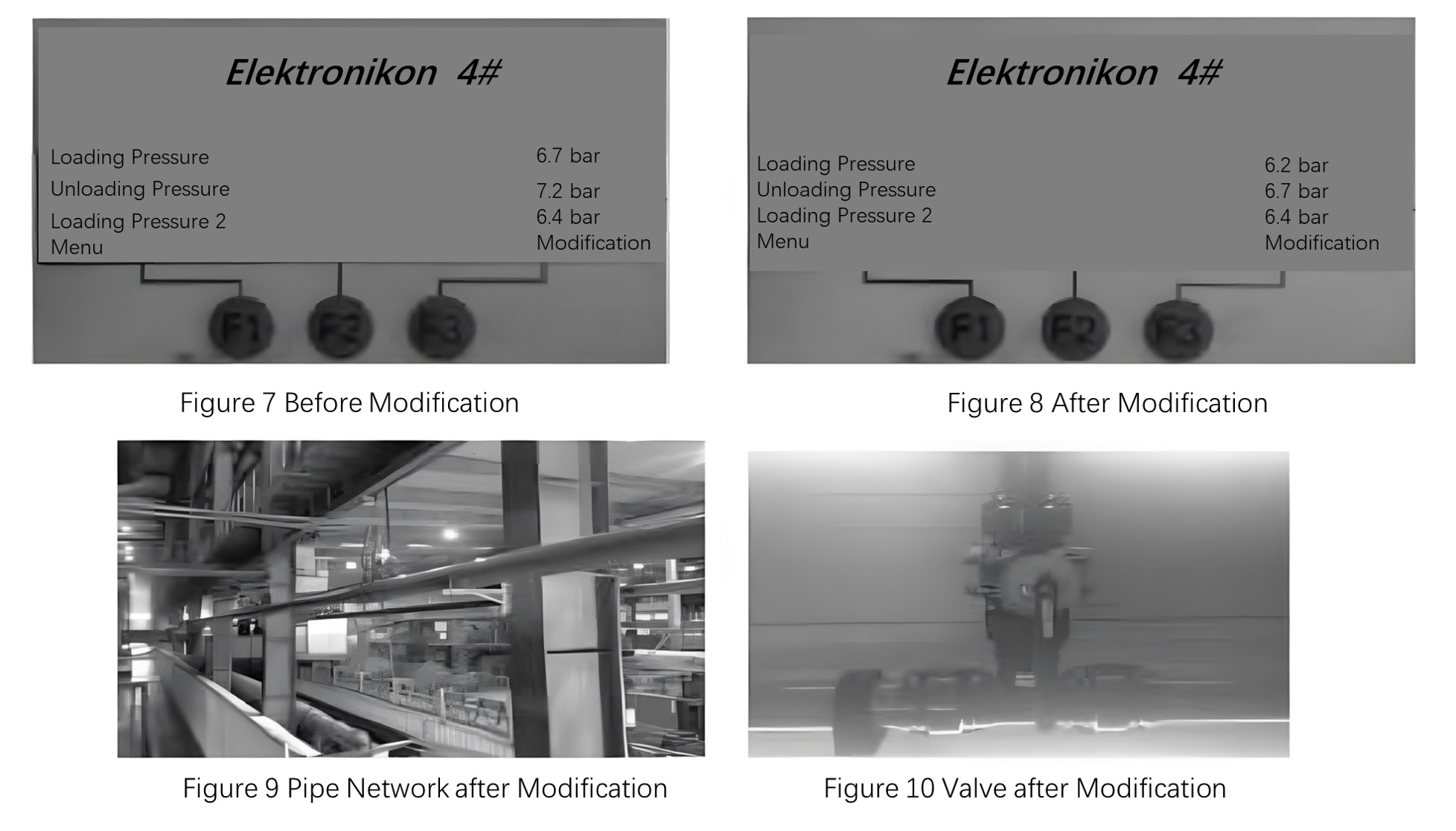
After the completion of the system transformation, the output pressure of the air compressor was adjusted, and the output pressure was adjusted downward by 0.5 bar, and the parameters before and after the adjustment are shown in Fig. 7 and 8.
4. Modification effect
The operating currents of each air compressor before and after piping replacement and output pressure change were recorded separately to compare the energy savings before and after the retrofit. The current values were measured on site using the same ammeter. Taking 4# compressor as an example, the loading pressure is 6.7bar and unloading pressure is 7.2bar before the retrofit; after the retrofit, the loading pressure is 6.2bar and unloading pressure is 6.7bar; the loading current before and after the retrofit is 332A and 309A respectively, and the current is reduced by 23A after the retrofit, and the energy-saving ratio can be calculated to be about 23/332-6.93% initially.
The statistics of the average weekday electricity consumption before and after the retrofit are as follows.
Before-retrofit is 11511.48kW-h/day; after-retrofit is 10655.45kW-h/day. The average daily saving after the retrofit is 856kW-h/day, and the energy saving ratio is 856/11511=7.44%. The annual electricity cost saving is about 856kW-h/day × 0.83 RMB/KW-h × 290 days = 206,000 RMB.
Since the operation of the renovated project, the compressed air system has been running reliably, the system pressure is stable, the quality of compressed air at the point of use is high, the maintenance of air-using equipment has been significantly reduced, and the quality of products has been greatly improved.
Check the pressure value of the workshop pipeline network, the pressure gauge of the air-using equipment at the end of the workshop pipeline shows that the lowest pressure value is 6.15bar, the highest pressure is 6.45bar, the pressure meets the needs of normal production. Workshop piping network after the transformation is shown in Figure 9 and 10 above.
5. Conclusion
As the most widely used important power medium in the foundry, most of the compressed air system runs at a low efficiency, with leaks, network pressure loss and other problems, which leads to energy wastage, a 1mm leak will cause 300W of energy wastage in 1 year. By comparing the results of this project before and after the renovation, it can be seen that the renovated compressed air system provides clean and dry compressed air, which improves the stability of the process equipment as well as the quality of the products produced and reduces the waste of energy. After the transformation of the workshop direct production, you can realize the annual cost savings of more than 200,000 yuan, in addition to the impact of compressed air on equipment maintenance, product quality and other aspects, the transformation effect is significant. Get Energy of Air Compressor Now from us.